

搜索
 全国服务热线
021-64756628
上海精申连国际贸易有限公司
十七年的风雨历程,专注代理日本冈本磨床
全国服务热线
021-64756628
上海精申连国际贸易有限公司
十七年的风雨历程,专注代理日本冈本磨床
全国服务热线
021-64756628
上海精申连国际贸易有限公司
十七年的风雨历程,专注代理日本冈本磨床
全国服务热线
021-64756628
上海精申连国际贸易有限公司
十七年的风雨历程,专注代理日本冈本磨床
刮研削在精密机床制造中的重要性
所谓“刮研削”,就是使用铲,刮等工具将鋳物的表面进行刮研削加工的作业。进行刮研削加工的场所是摩擦面(台面及柱体间等移动部位)、物与物间接触面、台面、平台之类等等。通过刮研削,一次的磨去量约为1~ 3μm程度,只要掌握刮研削量就能正确制作出自由形状。熟练者的刮研削加工,可以得到机械加工难以实现的平面度、直角度、真直度。
例如加工机床的加工平面度为10μm,那么它加工出的产品就不会超过10μm的精度。就是不会有比父母还要好的孩子。那么要想有比父母还要好的孩子应该怎么办呢?(要想加工出5μm平面度应该怎么办呢?)…这就是「靠矫正(教育)使之成为好孩子」的问题了。就是说,通过刮研削这种由人类进行的矫正手段来制造出比父母精度更高的孩子的道理。
精密机床的制作就是遵循了这样的理念。
「刮研削」的过程
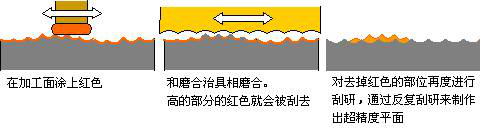
通过刮研削来加工出正确的工作面的时候,首先要有一个基准。那就是,下面阐述的通过「三面磨合」来制作的平面板,称为「磨合治具」。刮研削后的表面上会有微小的起伏、有高的部分也有低的部分。在加工后的面上涂上红色,再和磨合治具相磨合。这样,高的部分的红色就会被刮去。对去掉红色的部位再度进行刮研削、通过这样反复进行来制作出超精度平面。



怎样制作出平面? ~所谓三面磨合~
平面的制作而言,刮研削是基本。那么,我们来说明一下通过刮研削来制作出平面的「三面磨合」的方法。既然称为「三面磨合」,当然是要制作出3个面。那么,为什么是3个面呢?

例如图1的那样通过刮研削制作出3个平面。然后象图2的那样将3张治具板按不同的组合磨合在一起。这里我们使用先前阐述的「磨合」的方法。1和2、2和3的面可以很好的密合在一起。但是,象这个例子的情况下只是偶然2个组合能够很好的配合在一起,仅仅依靠2个面的配合来进行确认也不可以断言是平面。那是因为1和3不能很好的密合的缘故。

象图3的那样3个平面,不管是图4的哪种组合都能保证面与面的密合。就是说,3个面如何组合都能密合的条件证明了他们只能是平面。三面密合,就是通过3张治具板各自磨合制作出平面的作业。
对机床的各个部位进行刮研削加工。除了是为了高精度加工之外,根据部位不同加工的目的也不尽相同。
物与物相接触的部位
床身和柱体之间、主轴头部和主轴之间、滚珠丝杆装接物和装接面之间等等、要对物与物相接触的重要部位进行刮研削加工。简单说,就是“消除紧张力”(内应力)。
例如,象图1的那样不平的物体之间,依靠螺丝等虽可以强制性的将面与面结合在一起。但是,物体总是要有恢复原来状态的趋势的力在发生作用,这就是「紧张力」。长时间的紧张力就会造成精度恶化。

图1

图2
象图2的那样,对配合面进行刮研削加工使之成为平面,面与面接触时就会无紧张力长期安定地配合在一起。
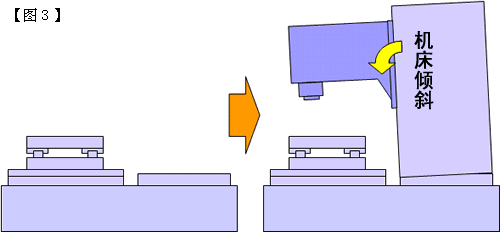
而且,在装接面上施加一定的倾向,也是刮研削的重要目的。这里以立式加工中心的柱体装接为例来说明。图3中把柱体的装接面加工成水平面时。这样柱体装接后,柱体的前端会受重力的影响而前倾。如果象图4的那样预先在装接面上按照前倾量刮研削加工成斜面。这样装接后就会成为平面,不会发生倾斜。
摩擦部位
台面、柱体、主轴头部等等移动摩擦面的精度(包括真直度和直角度等)是机床精度的重要要素。摩擦面之所以重要,是因为物体会在摩擦面上移动。不仅要求能够直线移动,还要注意移动过程中的重心变化。
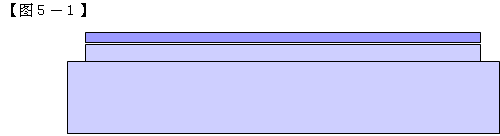
象图5那样依靠机械加工将摩擦面加工成一直线。台面在这上面进行移动时,行程两端部位会下垂。中央部的精度虽好,但两端部的精度就会下降。
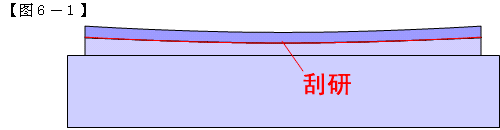
象图6那样通过刮研削加工在摩擦面上施加一定的倾向。例如,在中央部位制造一个低的曲线(根据机床的大小和规格不同,仅有数μm)。通过这样,在这上面工作台面进行移动时两端部就不会发生下垂现象。这里在垂直面进行的说明,当然在水平面上也同样适用。
另外、刮研削加工后的表面在摩擦时,摩擦面上微小的起伏会存油形成油封,对摩擦面的润滑会有很好的帮助。
导轨的装接方法的不同之处
这里以滑动式导轨为例,来对一般方式和精密机方式的不同之处进行说明。
如图7所示对铸件的表面进行硬化处理,确保硬度后对摩擦面进行磨削加工。这样的话,精度是很一般的,而且表面硬度也不高,耐久性差。如果摩擦面发生破损是很难进行修复的。
如图8所示为精机的加工方式。通过对铸件的导轨装接面进行刮研削,加工出真直度。然后将经过表面硬化处理并经研磨后的钢制导轨从铸件面的内侧用螺丝加以固定。这样处理后,不仅初期精度可以长期稳定的得到保持,而且,导轨的硬度也能得到充分保护而保持了较高的耐久性。万一,发生导轨破损时,更换也很容易。

刮研削过程——反复进行加工 - 測定, 追求精度——
以上面摩擦面的加工为例,来说明磨削的工艺过程。
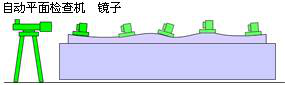
[图1] 用真直度检测仪确认加工面的状态。

[图2] 根据”1”所确认的测定值,对高出的部位进行加工。

[图3] 用真直度检测仪再次测定加工面,确认是否如愿加工出前述曲线。
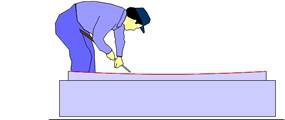
[图4] 直到加工出目的曲线为止,反复进行刮研削测定。
象这样,通过反复进行加工-测定来提高刮研削加工的精度,是既费时又费力的工程。但是,正因为如此,刮研削加工可以实现机械加工所达不到的高精度。
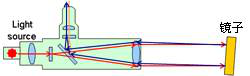
1 真直度检测仪是可以检测微小角度的仪器,结构如图5所示。
[图5]
从光源发出的光线经过对物镜面后成为平行光,经过反射镜后反射回来的光线在接眼镜面上成像。如果反射镜面的角度发生偏移,反射回来的光线就会发生偏移,根据成像得偏移量就可以计算出反射镜面的角度。

[图6]
角度可以读取到1秒(=1/3,600度)以下的单位。在摩擦面上放置反射镜面,然后以一定的间隔进行移动,依据各个点的角度就可以测定出摩擦面的真直度。
刮研削也有等级 关于 ~“接触点”~
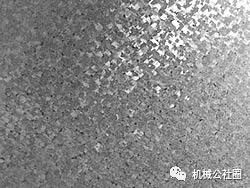
[图7]
坐标镗床滑动面的刮研削面
面与面之间的接触状态,要取决于刮研削的细微程度。「接触点」所表示的就是摩擦面配合后一英寸四方内有多少接触部分。「一英寸四方10个接触点」,「一英寸四方20个接触点」等等。当然、接触点越多就说明面与面的接触状态越好,精度也越高,寿命越长。
高度融合了技能 · 经验的娴熟技巧

[图8]
经常使用的「刮研削」工具。柄部被磨得凹了下去。
要成为一名好的刮研削工匠是需要常年累月的积累的。对娴熟的工匠来说,怎样刮研削才能做到1μm的研削量是完全凭借感觉的。要实现像这样精细的作业,控制温度变化是关键。在1℃的温度变化范围内每1m长的铁的伸缩量约为0.01mm,微小温度差就会给精度带来很大影响。例如,昨天加工合格的工件,今天重新测定一下就会发现精度不合格…等等,如果发生这样的情况,那么无论怎样机械加工也不会完成。追求的在恒定温度环境化进行制造加工,就是出于这个道理。
对刮研削工人来说他所加工的研削面会有微妙的不同,甚至于只需看一下研削面,就可以知道是谁的加工作品了。而且,「刮研削」工具的刃部使用后会发生磨损。要保持刃部的锋利就需要对它进行研磨,这一般都是由刮研削工人自行来做。每个人的研磨方法也是千差万别的。每个人都会按照自己认为最简单的方式来进行研磨。所以要想研磨好刮研削工具是要靠常年累月的积累的。
 服务热线:021-64756628
CONTACT US
联系我们
公司地址:上海市徐汇区天钥桥路325号
服务热线:021-64756628
CONTACT US
联系我们
公司地址:上海市徐汇区天钥桥路325号 关注微信公众号
关注微信公众号
 备案号:沪ICP备20008066号-1
技术支持:上海网站建设
备案号:沪ICP备20008066号-1
技术支持:上海网站建设
 服务热线:
服务热线: